
Beställ inom:
| TIM | MIN | SEK |
58 års erfarenhet i 3 generationer
Över 250.000 nöjda & återkommande kunder
Du får hem allt för trygg & säker transport




Senaste recensionerna, live från RECO.se:
Hur mycket slipas bort av en kniv?
En del kunder blir förvånade och ibland riktigt sura över att de tycker att vi tagit bort mer gods från knivens egg än vad de menar på var nödvändigt. Våra slipare avverkar aldrig mer gods än nödvändigt och detta är något som kniven själv “talar om”. Vare sig vi eller kunden kan veta hur mycket gods som måste avverkas innan man redan slipat klart. När vi slipar en kniv bildas råegg (en silvrig hinna av metall) längs med hela eggen. Man slipar en kniv lika många gånger på varje sida, varv efter varv, fram tills dess att man har en jämn och fin råegg. Råeggen poleras därefter bort vilket inte avverkar mer gods.
Det försvinner cirka 0,1 mm per varv och eftersom man alltid måste slipa båda sidorna lika många gånger (annars skär kniven snett) så försvinner det aldrig mer än 0,1 mm mer än “nödvändigt” (vilket är nödvändigt). Efter det sista varv då man uppnått jämn och fin råegg (alla små hack bortslipade) är slipningen klar. Om det går 0,2 eller 2,0 millimeter beror helt på hur kniven har vårdats och använts. Vi slutar aldrig förrän vi har perfekt råegg och ibland har man ett envist litet hack som fortsätter fläkas upp när man slipar (“ruttet stål”).
Det viktigaste man ska göra för att undvika svartrost i eggen är att diska och torka “kruttorrt” direkt efter användning. Man ska INTE vänta i 1-2 timmar tills man röjer upp all övrig disk i köket efter middagen vilket tyvärr många gör. Har du då dessutom skurit något med salt och lagt kniven på en diskbänk av stål uppstår galvaniska strömmar vilket eskalerar korrosionen avsevärt.
Kort och gott har vi inte en aning om hur mycket vi måste slipa bort förrän jobbet nästan är klart och jämn råegg har uppnåtts. Att då påstå att vi slipat bort för mycket (som tyvärr en del gör) när inte ens våra erfarna slipare kan svara på hur mycket som kommer att behöva slipas förrän jobbet är klart visar ju bara på okunskap. Något som självklart är helt ok eftersom det är därför man anlitade oss till att börja med.
Alla knivar vi får in har måååånga hack!
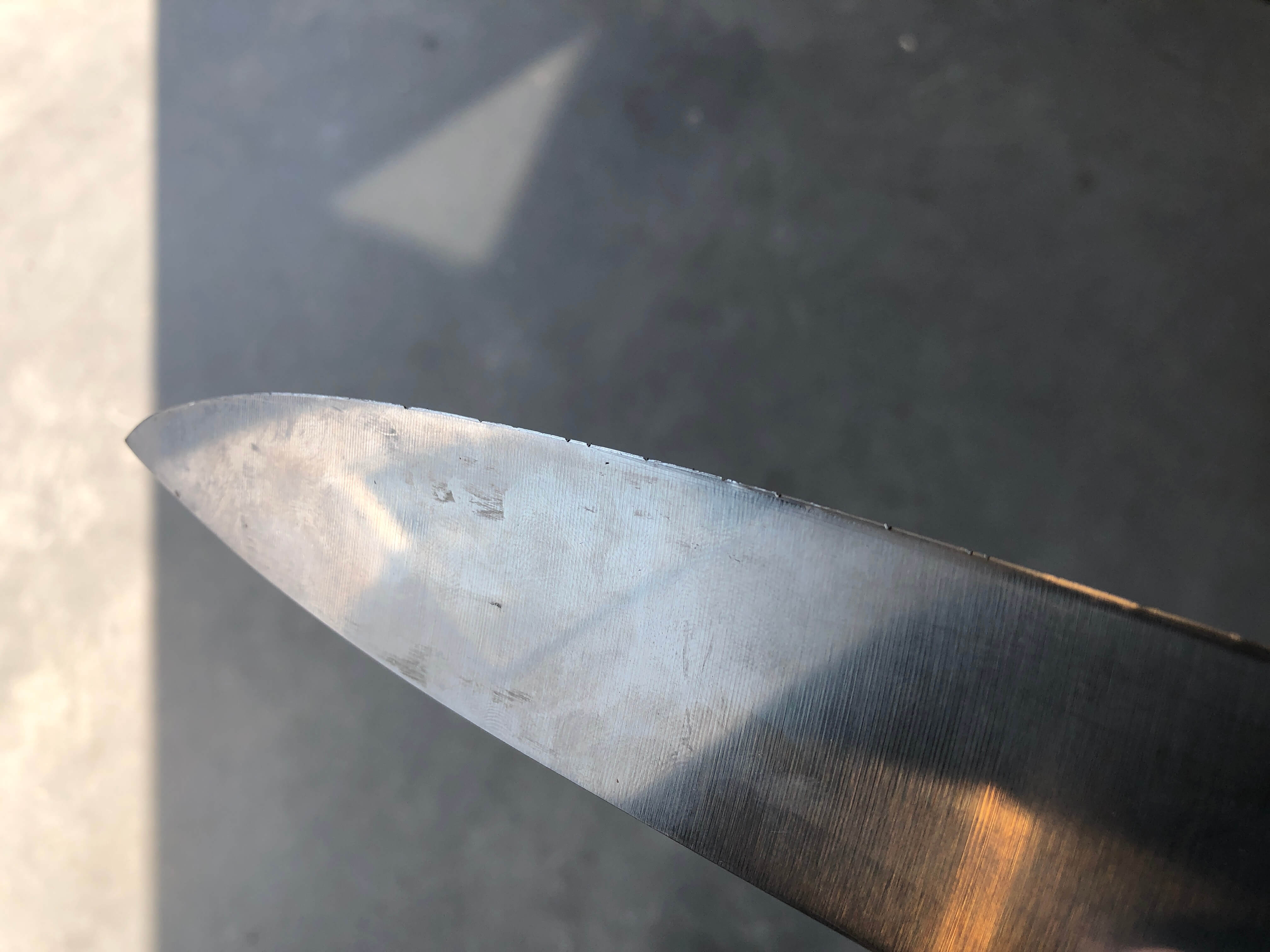
Kniven på bilden har cirka 1 mm djup hack längs eggen. Det är det som syns, normalt syns inte ens hacken men alla knivar vi får in har hack. Det som däremot inte syns är frätskadorna inne i dess hack. I detta exempel kommer man sannolikt behöva slipa 2-3 mm för att nå “fräscht” stål. Det är lätt att räkna med att man bara behöver slipa sig precis förbi hacken och många gånger räcker det men än vanligare är att man får fortsätta några varv till innan råeggen till slut blir jämn och fin. Det samlas nämligen fukt inne i hacken och den bildar svartrost (frätskador) vilket inte syns förrän man slipar men som vi måste slipa oss förbi. I praktiken fortsätter hacket “flisa” upp sig tills man når opåverkat stål.
Nära på 100% av alla knivar vi får in har hack längs med hela eggen (låt säga 99,999%)! Det rör sig om 10-50 hack (ibland 500, ibland flera 1000 små hack) men för de mesta är hacken så små att de inte går att uppfatta med blotta ögat. Vid första anblick kan eggen då se fin och blank ut när kniven kommer in för slipning. Dessa hack kan ju även göra att kniven känns rätt vass iom att den nu mer liknar en tandad brödkning. I verkligheten är dessa de värsta knivarna där mest gods måste slipas bort. Om vi når fräscht stål efter 1 mm (för att få bort hacket) innebär det att hela eggen måste slipas ner med 1 mm. Detta kan självklart skapa förvirring och missnöje då man som kund omöjligt kunnat veta om detta i förhand.
Många hack syns inte men du kan känna dem
När man får in en kniv som ser ok ut och känns lite vass drar man tumnagel längs eggen för att känna hacken. Man kan även besluta sig för att man tror att man får bort hacken genom att bara slipa kniven på våra finaste band (motsvarar cirka 4000-5000 grits våtstenar (högre vill man aldrig gå med en kniv (rakknivar används till hår och slipas på upp till 30 000 grit))). En del knivar ser inte ut att ha några hack alls men känns rejält slöa, dessa slipas direkt på ett grövre band. Varje kniv vi slipar kontrolleras med “nageltricket” då man omöjligt kan uppfatta de små hacken med blotta ögat. Hakar nageln till så får man fortsätta slipa tills den yttersta delen på eggen blir perfekt (nageln glider obehindrat). Testa inte detta hemma då det är lätt att skära sig och kräver träning! Inte ens när vi har en jämn och fin råegg kan sliparen vara säker på att även de minsta hacken nu är borta utan drar alltid eggen över yttersta nageln för att se om man är klar eller måste fortsätta.
Vad är råegg?
När man börja slipa en kniv på dess ena sida framträder råegg. Råegg är lösa metallpartiklar (de man slipat bort) som fastnar på eggen likt en geleaktig hinna. Det är först nu de “osynliga” hacken visar sig om man inte känner efter med nagel. De visar sig som mörka fläckar längs eggen och lyser upp med rätt belysning (ljuset reflekteras annorlunda). Det beror på att vi ännu inte kommit åt den inbuktade eggen och därmed inte fått upp någon råegg där. Man slipar varv efter varv tills hela eggen har en jämn fin råegg. Varje varv tar cirika 0,1 mm gods och man måste alltid slipa lika många gånger på vardera sida. Detta innebär att vi aldrig slipar mer än 0,2 mm mer efter att råeggen är jämn och slipresultatet uppnått. Därefter poleras råeggen bort och först nu blir kniven riktigt vass. När man slipat klart är kniven helt slö! Det är först när man polerar bort råeggen den blir “rakbladsvass”. Vi polerar på mjuka tygtrasor med slipvax vilket fångar upp och avlägsnar råeggen.
Slarv med disk & tork leder till att hack “växer”
Antalet gånger kniven behöver slipas per sida för att få bort hacken och för att få fram en jämn och fin råegg längs med hela bladet beror även det på en rad faktorer där underhåll är en av de viktigaste. Har du slarvat med disk och framförallt torkning kommer det bildas svartrost i hacken (först bildas brunrost som du kan sudda bort med kautschuk). Hacken växer (fräter) vidare inne i bladet med samma princip som om man har ett hål i en tand. Det angripna stålet blir poröst och när man slipar det kommer det ge med sig (hacket växer). Vi slipar då varv efter varv tills vi når fräscht stål. Vill man istället spara gods får man helt enkelt lämna kvar hack men det är inget ett professionellt sliperi gör. Med fina våtstenar kan du även slipa till det så det känns ok men det är lite som att måla över mögel på en vägg istället för att lösa problemet, dvs. slipa sig fram till fräscht stål.
Slarvar du med att skärpa hela eggen så måste vi slipa bort mer!
En annan vanlig orsak till att man måste avverka mer gods än nödvändigt är att det slarvats med underhållet, dvs. med hur eggen skärps. Kniven kan då vara vass och välskärpt längs nästan hela bladet och framförallt den del man skär med, men vid spetsen och de sista centimetrarna fram dit har man skärpt i en helt annan vinkel, eller knappt alls (man skär ju sällan med yttersta delen av kniven ändå tänker många). Vi måste då slipa om hela eggen i samma vinkel och då går det även någon millimeter eller två längs hela eggen. Annars får vi inte till främre delen av eggen.
Avverkning av gods är inte samma sak som hög fasett
Nya knivar (som inte slipats tidigare) har ofta ingen egg kvar alls när de kommer in. Detta beror på att tillverkaren sätter första skäreggen där kniven är som tunnast. Den syns knappt. Ju högre upp på bladet man ska slipa fram en ny egg, ju högre s.k. fasett får man. Fasetten är eggen du ser från sidan, dvs. från eggens yttersta spets tills eggen övergår i den oslipade sidan på bladet. Varje gång kniven slipas om på en allt tjockare del av bladet kommer fasetten bli längre och längre. Detta gör att utseendet förändras vilket en del kunder reagerar på och tror vi slipat “fel”. Ju tjockare blad kniven har ju längre fasett blir det för att kunna slipa i samma vinkel. Skulle man t.ex. slipa en yxa i 12 grader skulle fasettens längd bli många centimeter iom att den är så tjock.
Sammanfattningsvis slipar vi aldrig bort mer gods än det kniven själv “meddelar” när man uppnått en jämn fin råegg.
Tips för att spara gods vid nästa slipning:
- Torka kniven kruttorra, inte “nästan torr”
- Skärp kniven i rätt slipvinkel.
- Skärp hela eggen lika noggrant.
- Diska och torka kniven direkt (aldrig i diskmaskin), inte 1-2 timmar efter du lagat mat och röjer i köket, då är det för sent.
- Förvara knivarna på magnetlist eller knivblock väl skilt från varandra och alltid kruttorra. Ett enda litet hack på 1-2 millimeter innebär att hela kniven kommer behöva slipas ner med motsvarande och ofta dubbelt så mycket för att nå fräscht stål.
Felaktig uppfattning kring värmeutväxling under vår slipning
En del personer, främst i sociala medier påstår att vår slipteknik (kemiskt kylda band) gör stålet extremt varmt vilket vid uppnådd härdningstemperatur skulle påverkas eggen så till den milda grad att den blir skör som glas (förstörd kan man ibland läsa). Detta är ett totalt felaktigt påstående som tyvärr ofta har ett annat syfte att påverka potentiella kunder, eller total okunskap. Vi använder en teknik som vi utvecklat sedan 1965 i 3 generationer och som alla stora sliperier och knivtillverkare (ex. Zwilling, Global, IKEA m.fl.) använt i decennier. Eggen blir inte varmare än att du kan ta på den direkt efter slipning. Därmed påverkas inte stålets härdning, det är en ren skröna. Ny knivar från fabrik slipas på samma sätt (efter härdning och i ett sista steg före paketering och leverans ut till butikerna). För att förstå detta måste man först förstå hur en kniv tillverkas, härdas och därefter anlöps. Först hättas bladet upp (härdas) tills det att det inte längre är magnetiskt (härdningstemperaturen). Detta rör sig ofta om många 100 graders hetta! Därefter anlöper man stålet (hettas upp och kyls ner flera gånger). Anlöpningen gör att stålet blir segt från att efter härdning varit hårt men skört. Kniven förstörs mycket riktigt om man kallslipar sönder den. Vi håller fingrarna 1 cm från eggen när vi slipar en kniv. Som de flesta vet sprider metall värme extremt snabbt. Kort och gott säger det sig själv att man inte kan hålla fingrar 1 cm från en egg som är flera hundra grader utan att bränna sönder fingertopparna!
Skadade knivar når högre temperaturer
Knivar med grova hack i eggen (reparationer) kan uppnå högre värme men inte i närheten av att härdningen påverkas eftersom man då först bränner sönder fingrarna. Så fort våra slipare känner att temperaturen ökar (så att det blir obehagligt) kyler man bladet med en hink med vatten. Precis som värme sprids extremt fort i metaller så kyls den lika snabbt. Detta upprepas tills skadan är åtgärdad, dvs. tills man slipat sig förbi det grova hacket.